PProfile aluminiowe
Jak dobrać parametry tłoczenia profili zgodnie z wymaganiami jakościowymi?
 4 czerwca 2026
4 czerwca 2026
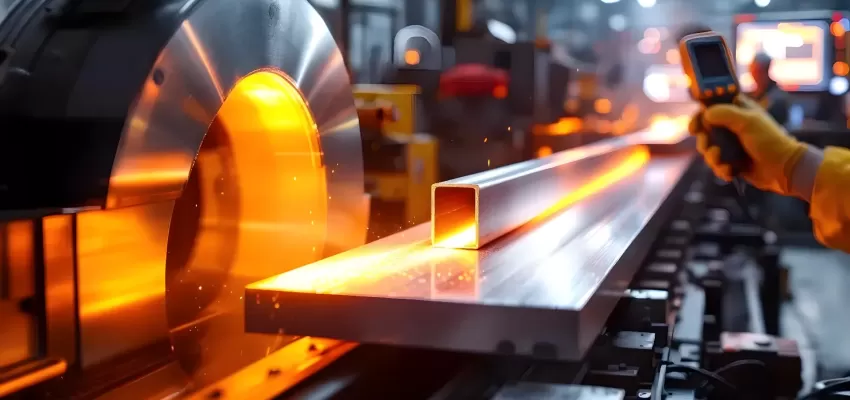
Dobór właściwych nastaw maszyn i warunków procesu decyduje o jakości, powtarzalności i koszcie produkcji profili z aluminium. W praktyce to nie pojedynczy parametr, lecz zespół ustawień tworzy dobry wynik: temperatura półfabrykatu i matrycy, prędkość posuwu, geometria narzędzi, smarowanie i systemy chłodzenia. W tym artykule, bazując na praktycznych obserwacjach i sprawdzonych metodach przemysłowych, pokażę jak podejść do tematu krok po kroku. Dowiesz się, które wartości ustawić na start, jak monitorować proces, na co uważać przy typowych stopach i jak reagować na defekty.
Co obejmują parametry tłoczenia, które parametry trzeba uwzględnić?
Dobierając nastawy, trzeba spojrzeć szeroko. Podstawowe zmienne to temperatura półfabrykatu, temperatura matrycy, prędkość posuwu, ciśnienie wstępne, geometria matrycy i luz między elementami. Dalej są smarowanie, chłodzenie, profil materiału i stan powierzchni półfabrykatu. Każdy z tych czynników wpływa na wymiar, gładkość, strukturę i wytrzymałość gotowego profilu. W praktyce zaczynam od listy kontrolnej: rodzaj stopu, wymagana tolerancja wymiarowa, grubość ścianki, długość wyciąganego profilu oraz planowana prędkość produkcji. Te dane pozwalają dobrać wartości startowe i strategie kontroli. Warto pamiętać, że ustawienia dla stopów serii 6xxx różnią się od 1xxx czy 7xxx — każdy stop ma własne właściwości plastyczne i termiczne. Jako praktyk polecam dokumentować każdą zmianę w karcie procesu. Dzięki temu nastawy, które działają, można powtórzyć, a błędy szybko skorygować.
Lista podstawowych parametrów procesowych - co zapisać i kontrolować?
W karcie procesu powinny znaleźć się: typ stopu, średnica półfabrykatu, temperatura przy podaniu, temperatura matrycy, prędkość posuwu, moment obrotowy pociągu, typ i ilość smaru, ciśnienie chłodzenia oraz tolerancje wymiarowe. Zapisuj wartości przed uruchomieniem i po zmianie partii. Systematyczna rejestracja pozwala na szybkie odtworzenie dobrych partii i analizę przyczyn defektów.
Wpływ właściwości stopu aluminium na ustawienia maszyny - jak różnicować nastawy?
Różne stopy mają różne zakresy plastyczności i przewodności cieplnej. Stopy serii 6xxx dobrze tłoczą się przy umiarkowanych temperaturach i nadają się do szybkiej produkcji. Seria 1xxx wymaga niższych temperatur i delikatniejszego smarowania. Przy twardych stopach 7xxx trzeba uważać na pękanie i stosować wolniejsze prędkości. Dopasuj ustawienia do konkretnego składu chemicznego.
Kryteria jakościowe które muszą być spełnione - jakie wymagania brać pod uwagę?
Jakość mierzymy wymiarami, tolerancjami geometrycznymi, chropowatością powierzchni, strukturą materiału i wytrzymałością mechaniczną. Ustal priorytety: czy najważniejsza jest dokładność wymiarów, czy wygląd powierzchni? W wielu zastosowaniach fasadowych liczy się estetyka, w konstrukcyjnych — wytrzymałość. Określenie kryteriów ułatwia wybór kompromisów w ustawieniach procesu.
Jaki jest wpływ temperatury na jakość profilu?
Temperatura to jedna z najważniejszych zmiennych. Zbyt niska powoduje pęknięcia i wyższą siłę tłoczenia. Zbyt wysoka to utrata wymiarów i zmiany struktury materiału. Półfabrykat musi mieć równomierny rozkład temperatury w całym przekroju. Matryca, z kolei, ma wpływ na wykończenie i skurcz profilu. W praktyce stosuję proste zasady: zacznij z temperaturowym „oknem” dla danego stopu, monitoruj czujnikami przed i po matrycy, a przy większych prędkościach obniż temperaturę matrycy lub zwiększ chłodzenie. Warto wdrożyć krótkie testy: trzy przebiegi przy różnych temperaturach i pomiar wymiarów oraz spadków twardości. To daje szybki obraz, jak temperatura wpływa na proces.
Różnice między temperaturą półfabrykatu a temperaturą matrycy - jak je ustawić?
Półfabrykat często podgrzewa się, by obniżyć opór plastyczny. Temperatura matrycy powinna być niższa i stabilna — zbyt gorąca matryca daje lepki wyrób i rozmiarowe odchyłki. Dobrą praktyką jest kontrola temperatury matrycy w zakresie ±2°C. Utrzymanie różnicy temperatur pomaga w stabilności wymiarowej.
Typowe zakresy temperatur dla popularnych stopów - jakie wartości przyjąć na start?
Dla stopów serii 6xxx startuję w zakresie 350–430°C dla półfabrykatu i 150–200°C dla matrycy. Dla serii 1xxx niższe: 300–380°C półfabrykat i 120–180°C matryca. Przy twardszych stopach 7xxx obniżam wartości i zwalniam tempo. To punkty wyjściowe — kalibracja z pierwszymi partiami jest kluczowa.
Objawy przegrzewania i niedogrzania profilu - jakie są sygnały alarmowe?
Przegrzanie daje deformacje, matowa lub spękana powierzchnia i niestabilne wymiary. Niedogrzanie objawia się pęknięciami, zwiększonym oporem tłoczenia i zużyciem narzędzi. Monitoruj wyjściowe wartości sił, wygląd powierzchni i porównuj do wzorców. Szybka reakcja oszczędza narzędzia i materiał.
Jak kontrola prędkości tłoczenia wpływa na wymiary i strukturę profilu?
Prędkość to kompromis między wydajnością a jakością. Szybkie tempo zwiększa ryzyko niedogrzania, lokalnego tarcia i zniekształceń. Wolniejsze tempo poprawia dokładność, ale podnosi koszt jednostkowy. Dlatego najpierw ustalam cel: czy priorytetem jest wydajność, czy jakość. Następnie wykonuję testy przy trzech prędkościach: niskiej, średniej i wysokiej. Przy każdej mierzę odchyłki wymiarowe, temperaturę matrycy i chropowatość. Wynik pozwala wyznaczyć „bezpieczne okno” prędkości. W praktyce warto stosować adaptacyjną regulację prędkości zależną od siły pociągu i temperatury — to realna oszczędność i stabilizacja procesu.
Zależność prędkości od odkształceń i tolerancji wymiarowych - jak je powiązać?
Wyższa prędkość zwiększa dynamiczne siły, co może prowadzić do wzrostu odchyłek. Dla profili o cienkich ściankach redukcja prędkości o 10–20% często poprawia tolerancję wymiarową. Prosty test: utrzymaj prędkość i zmieniaj tylko jedną zmienną, aby zobaczyć wpływ. Notuj wyniki i twórz mapy ustawień dla typowych profili.
Metody pomiaru i regulacji prędkości w czasie rzeczywistym - co wdrożyć?
Polecam czujniki siły, enkodery prędkości i kamery inspekcyjne. Dane zbierane w SCADA pozwalają reagować automatycznie: spadek temperatury lub wzrost siły uruchamia automatyczną redukcję prędkości. To eliminuje wiele ręcznych korekt i zwiększa stabilność.
Przykładowe wartości początkowe i korekty - jak zacząć produkcję?
Dla profilu ściany 2–3 mm i stopu 6xxx: zacznij od prędkości średniej (np. 1–2 m/min), temperatur jak wcześniej podano i smarowania umiarkowanego. Jeśli pojawiają się odkształcenia, zmniejsz prędkość o 20% i zwiększ chłodzenie. Jeżeli powierzchnia jest szorstka, popraw smarowanie i sprawdź stan matrycy.

Jak optymalizacja procesu zmniejsza odchyłki i podnosi wydajność?
Optymalizacja to systematyczne szukanie najlepszych kombinacji ustawień. W praktyce stosuję próby zaplanowane, kontrolę statystyczną procesu (SPC) i analizy przyczynowo-skutkowe. Eksperymenty typu DOE (Design of Experiments) szybko pokazują wpływ poszczególnych zmiennych. Następnie wprowadzam automatyzację kluczowych regulacji i tworze tryby pracy dla różnych grup profili. To skraca czas uruchomień i redukuje odpady. Optymalizacja to też szkolenie operatorów i stworzenie checklist startowych. To proste działania, ale ich kumulacja daje znaczące oszczędności i lepszą jakość.
Kroki do przeprowadzenia analizy procesu - jak zacząć optymalizację?
- Zbierz dane z obecnych partii.
- Zidentyfikuj główne źródła odchyleń.
- Zaplanuj DOE z kluczowymi zmiennymi.
- Przeanalizuj wyniki i wybierz najlepsze ustawienia.
- Wdróż zmiany i monitoruj wyniki.
Takie podejście jest szybkie i skuteczne.
Metody eksperymentów i statystycznej kontroli procesu - co wybrać?
DOE pozwala testować wiele parametrów jednocześnie. SPC monitoruje stabilność na bieżąco. Kombinacja daje kontrolę i wiedzę. W praktyce stosuję kontrolne wykresy X-R i analizy kaprawdziwości, a przy skomplikowanych profilach przydaje się analiza ANOVA.
Narzędzia do automatyzacji i raportowania parametrów - co warto wdrożyć?
Systemy SCADA, rejestratory danych i moduły alarmowe to podstawa. Dodatkowo warto zainwestować w szybkie systemy czujników temperatury kontaktowej i bezkontaktowej, a także w wizję maszynową do kontroli powierzchni. Automatyczne raporty ułatwiają wdrożenia i audyty jakości.
Jak dobrać parametry matrycy i geometrię narzędzia - praktyczne wskazówki?
Projektowanie matrycy zaczyna się od zrozumienia profilu. Geometria prowadnic, promienie zaokrągleń i luzy wpływają na rozwalcowanie bloczków materiału i końcowy wymiar. Przy skomplikowanych przekrojach stosuje się profile etapowe — materiał przechodzi przez kilka stopni kształtowania. Wybór materiału matrycy i jej obróbka powierzchniowa wpływają na ścieralność i jakość powierzchni. Osobiście preferuję matryce z powłokami zmniejszającymi tarcie i minimalizującymi przywieranie. Przy projektowaniu trzeba przewidzieć skurcz i zapewnić łatwy serwis — wymienne wstawki i możliwość regeneracji wydłużają żywot narzędzia.
Zasady projektowania matrycy dla różnych przekrojów - co uwzględnić?
Ustal kolejność etapów kształtowania, optymalizuj promienie wewnętrzne, zminimalizuj ostrzy krawędzie i przewiduj komory płynu smarowego. Dla cienkich ścianek stosuj prowadnice kontrolujące sprężystość materiału.
Materiały i obróbka powierzchni matryc - co działa najlepiej?
Stale narzędziowe z powłokami DLC lub azotowaniem często wydłużają żywot. Gładkie wykończenie powierzchni matrycy poprawia wygląd wyrobu i zmniejsza zużycie smaru.
Wpływ luzów i szczelin na końcowy wymiar profilu - jak projektować tolerancje?
Zbyt duże luzy powodują błąd wymiarowy, zbyt małe prowadzą do przecisków i wzrostu siły tłoczenia. Przy projektowaniu stosuj tolerancje zależne od grubości ścianki i materiału.
Jak smarowanie i chłodzenie wpływają na przebieg tłoczenia?
Smar i chłodzenie to często niedoceniane elementy procesu. Dobór właściwego środka smarnego obniża tarcie, chroni matrycę i poprawia wykończenie. Chłodzenie matrycy stabilizuje temperaturę i ogranicza odkształcenia termiczne. W praktyce testuję kilka wariantów smarów i ilości aplikacji. Automatyczny system natryskowy z regulacją ilości pozwala na ekonomiczne zużycie i równomierne rozprowadzenie. Zwracam uwagę na środki zgodne z wymogami BHP i łatwe w usuwaniu przy obróbce końcowej.
Rodzaje smarów i ich wpływ na tarcie i wykończenie powierzchni - które wybierać?
W zależności od stopu i prędkości stosuje się smary kremowe, pasty lub emulsje. Kremy lepiej utrzymują się przy wolnych prędkościach, emulsje sprawdzają się przy wysokich prędkościach z intensywnym chłodzeniem. Testowanie na małej partii daje najlepsze wyniki.
Strategie chłodzenia matrycy i profilu - jak ustawić systemy chłodzenia?
Stałe chłodzenie obiegowe, punktowe chłodzenie na wylocie i regulacja przepływu w zależności od temperatury — to dobre praktyki. Kluczowe jest szybkie oddawanie ciepła po przejściu materiału przez formę.
Sygnały wskazujące potrzebę zmiany smarowania lub chłodzenia - co obserwować?
Zwiększone zużycie matrycy, zmiana chropowatości powierzchni, wzrost siły tłoczenia i niestabilność wymiarowa — to sygnały do korekcji. Reaguj szybko!
Jak monitorować i kontrolować parametry tłoczenia na linii produkcyjnej?
Monitoring to ciągła rejestracja temperatur, sił, prędkości i jakości wyrobów. Wprowadzam systemy alarmowe, które wyłapują odchylenia. Operator powinien mieć checklistę startu i listę kroków w przypadku alarmu. Ważne jest automatyczne logowanie danych — ułatwia analizę trendów i zapobiega powtarzającym się problemom. Regularne kalibracje czujników i audyty procesu utrzymują stabilność. Wdrożenie prostych wskaźników KPI, takich jak OEE i wskaźnik wadliwości, pomaga oceniać skutki zmian.
Kluczowe punkty pomiarowe i czujniki - co instalować?
Miejsce przy podawaniu półfabrykatu, punkt przed matrycą, wyjście profilu, czujniki siły pociągu, kamery do kontroli powierzchni. Te punkty dają pełny obraz procesu.
Systemy SCADA i rejestracja danych procesowych - co warto mieć?
SCADA z wykresami trendów, zapisem alarmów i możliwością eksportu danych to baza. Raporty codzienne i tygodniowe ułatwiają decyzje zarządcze.
Procedury alarmowe i reakcje operatora - jak szybko reagować?
Stwórz prostą listę: zatrzymać linię, sprawdzić temperatury, sprawdzić dozowanie smaru, skontrolować matrycę. Krótka, przetestowana procedura zmniejsza straty.
Podsumowanie
Dobór właściwych nastaw procesu tłoczenia profilów to kombinacja wiedzy materiałowej, umiejętności inżynierskich i systematycznej kontroli. Stosując opisane procedury — kontrolę temperatur, adaptacyjną regulację prędkości, optymalizację matryc, właściwe smarowanie i monitoring online — osiągniesz powtarzalne wyniki i niższe koszty. Zapisuj dane, testuj zmiany i szkol operatorów. To proste kroki, które przynoszą wymierne efekty. Dalsze zgłębianie tematu warto zacząć od praktycznych testów na małej skali i rozszerzać wraz z rosnącą wiedzą zespołu.
FAQ
Jak ustawić wartości startowe dla nowego stopu?
Zacznij od zaleceń producenta stali, użyj temperatur z artykułu jako punktu wyjścia, wykonaj trzy próby i zapisuj wyniki.
Co zrobić przy nagłym wzroście siły tłoczenia?
Zatrzymaj linię, sprawdź temperatury, smarowanie i zużycie matrycy. Jeśli to nie pomoże, zmniejsz prędkość i skonsultuj się z Działem Utrzymania Ruchu.
Jak często kalibrować czujniki?
Co najmniej raz na kwartał oraz po każdej większej naprawie lub zmianie narzędzia.
Czy warto inwestować w automatyzację kontroli prędkości?
Tak — adaptacyjna kontrola prędkości zmniejsza odpad i stabilizuje wymiary przy zmieniających się warunkach.




Komentarze